




1. Резюме
Внутренняя камера представляет собой тонкое резиновое изделие, и в процессе производства неизбежно образуются некоторые отходы, которые не могут быть использованы для изготовления внешней камеры, но она обладает...клапаныЭти клапаны целы и пригодны для вторичной переработки и повторного использования в производстве автомобильных камер. Наша компания провела несколько экспериментов по переработке и повторному использованию клапанов от автомобильных камер, но качество внешнего вида переработанных клапанов оставляет желать лучшего, а прочность сцепления между основанием клапана и резиновой прокладкой низкая, поэтому их необходимо использовать повторно.
Данная работа направлена на усовершенствование процесса переработки отходов и дефектных внутренних трубчатых клапанов с целью сокращения количества отходов и повышения экономической эффективности предприятий.
2. Анализ проблемы
Процесс переработки исходных отходов и бракованных изделий.клапаны для внутренних камерПроцесс выглядит следующим образом: отходы и дефектные клапаны внутренних камер → сжигание → обработка кислотой → однорежимная вулканизация (клейкие подушечки) → щетинки на резиновых подушечках.
Проблемы вышеупомянутого процесса заключаются в следующем.
(1) Сжигание отходов и дефектных внутренних трубчатых клапанов приведет к серьезному загрязнению окружающей среды. Корпус клапана после переработки легко деформируется и имеет загрязненный вид. Его трудно очистить во время обработки кислотой, и он легко может загрязнить другие процессы.
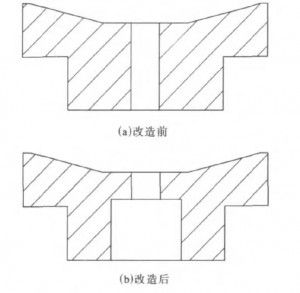
(2) Для облегчения снятия и извлечения клапана, первоначальная конструкция вулканизационной формы представляла собой единую форму, разделенную на 3 части. Однорежимная вулканизация занимает много времени, имеет низкую эффективность, высокую трудоемкость и энергопотребление, а на внешней поверхности вулканизированного клапана образуются излишки резиновых полосок, резина обволакивает горловину клапана, и качество внешнего вида клапана не соответствует требованиям. Прочность сцепления клеевой прокладки также нестабильна.
(3) Ручная набивка резиновой прокладки имеет проблемы, связанные с высокой трудоемкостью, низкой эффективностью и неравномерной поверхностью набивки, что влияет на сцепление резиновой прокладки с резиновым материалом внутренней камеры.
3. Эффект улучшения
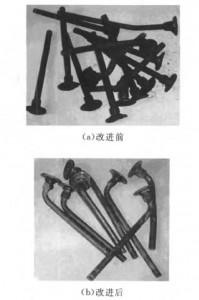
На рисунке 2 показан корпус форсунки, восстановленный до и после усовершенствования процесса. Из рисунка 2 видно, что корпус форсунки, обработанный усовершенствованным процессом, явно чистый и практически неповрежденный. Благодаря усовершенствованному процессу уменьшается количество используемой кислоты и воды, снижается загрязнение окружающей среды, а отрезанные резиновые прокладки могут быть переработаны для получения регенерированной резины.
До усовершенствования эффективность теплопередачи пресс-формы была низкой, и вулканизация занимала 15 минут. При существующих условиях эксплуатации плоского вулканизатора за один раз можно было вулканизировать только 4 клапана, и около 16 клапанов в час производилось без учета времени загрузки пресс-формы. С модифицированной комбинированной пресс-формой вулканизация занимает всего 5 минут, за один раз можно вулканизировать 25 клапанов, и около 300 клапанов в час производится. Она проста в установке и извлечении из формы, а трудозатраты невелики.
Благодаря модифицированной пресс-форме и станку для снятия заусенцев, можно производить как прямые, так и изогнутые клапаны, при этом условия процесса одинаковы. Внешних и внутренних различий между клапанами, изготовленными с использованием усовершенствованного процесса, и новыми клапанами не наблюдается. Результаты испытаний показывают, что средняя прочность сцепления между основанием клапана и резиновой прокладкой, изготовленными с использованием усовершенствованного процесса, составляет 12,8 кН·м⁻¹, тогда как средняя прочность сцепления между основанием нового клапана и резиновой прокладкой составляет 12,9 кН·м⁻¹. Стандарты предприятия требуют, чтобы прочность сцепления была не менее 7 кН·м⁻¹.
После более чем десяти лет стремительного развития китайская клапанная промышленность заняла лидирующие позиции в мире. В настоящее время на долю китайской клапанной промышленности приходится более 70% мирового производства клапанов, что ставит страну на первое место в мире по производству и продажам клапанов. Для удовлетворения потребностей внутреннего и международного рынков постепенно увеличивается доля бескамерных клапанов. В 2015 году на долю бескамерных клапанов пришлось более половины от общего объема производства клапанов. Огромный внутренний спрос постоянно стимулирует развитие отрасли.
Спрос на клапаны на рынке в основном делится на рынок OEM-производителей и рынок аддитивного производства. Последние данные показывают, что воздушный клапан является важной частью системы безопасности автомобильного колеса. Поскольку он длительное время подвергается воздействию внешней среды, он должен выдерживать различные суровые условия эксплуатации. Клапаны обычно заменяются во время ежегодных проверок и замены шин, поэтому спрос на клапаны на рынке аддитивного производства значительно выше, чем на рынке OEM-производителей.
4. Эпилог
Благодаря усовершенствованным технологиям, если корпус клапана не деформирован, его можно перерабатывать. Качество переработанных воздушных клапанов соответствует требованиям эксплуатации, что позволяет сократить потребление сырья и энергии, снизить себестоимость производства внутренних камер и повысить экономическую эффективность предприятий.
Дата публикации: 02.12.2022
